New CROSSLOC SAFD Series

Introducing the New CROSSLOC™ SAFD Series
COC is pleased to introduce the new CROSSLOC™ SAFD Series, expanding our SAF product range with split ductile iron housing units for shaft sizes up to 7 inches.

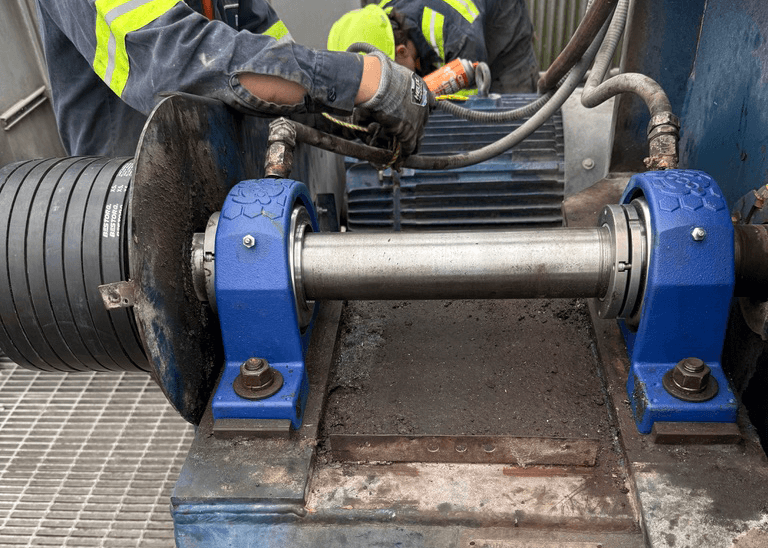
Designed for demanding applications requiring greater strength and durability, the SAFD series features robust split ductile iron housings that are easily identified by their distinctive dark blue finish. The larger housing sizes provide a reliable solution for heavy-duty conveyors, fans, crushers, and other industrial equipment where standard cast iron housings may not be sufficient.
Like all CROSSLOC™ mounted units, the SAFD series offers fast and reliable installation. Large SAFD units utilize our proven CROSSLOC™ locking system with 6 or 8 cap screws tightened in a star pattern, providing secure 360-degree shaft clamping without the installation difficulties associated with conventional locknut systems.
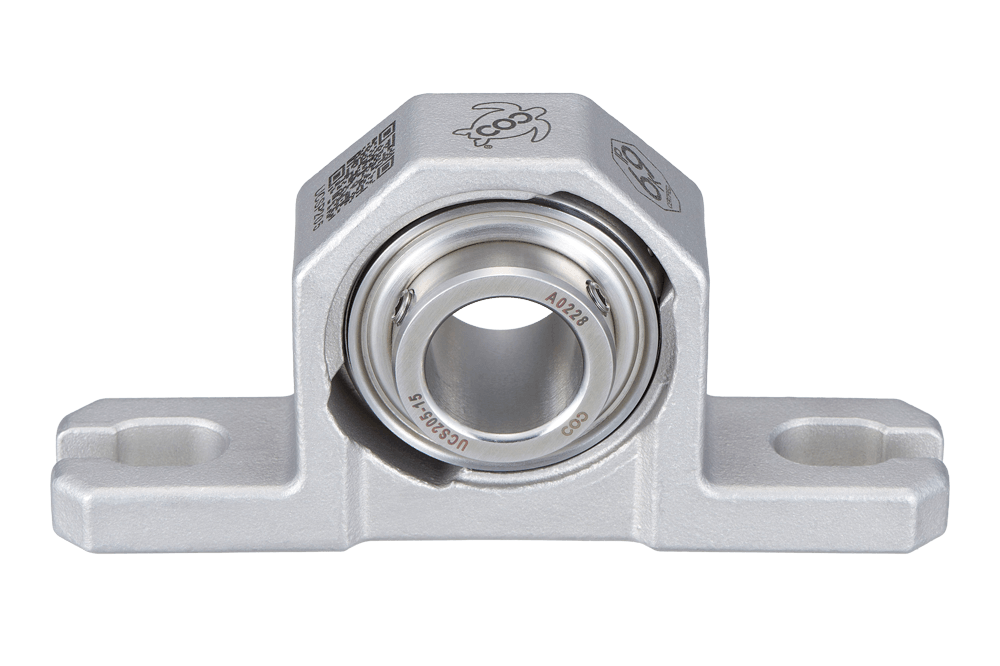
The SAFD housings are equipped with dual grease ports, allowing customers to use either side for relubrication or to install condition monitoring sensors without additional machining.

In addition, the new CX4SAFD36 and CX4SAFD38 inserts feature an innovative adjustable sleeve design. By simply rotating the collar, the sleeve inside diameter can be adjusted to accommodate variations in shaft size, making installation easier and improving mounting flexibility in the field.
With shaft sizes available up to 7 inches, durable ductile iron construction, dual grease ports, and the proven CROSSLOC™ locking system, the new SAFD series delivers a stronger, smarter solution for large mounted bearing applications.